 販売
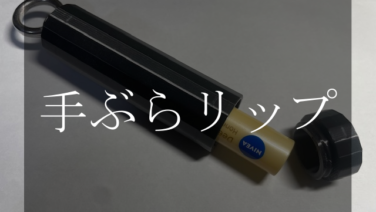
販売 カナビラに付けて持ち歩くリップクリームケース「手ぶらリップ」を作ってみた
ポケットにはそれぞれ入れるものが決まっています。右ポケットにはスマホ。 左ポケットにはタバコ。 尻ポケットには財布。こにリップクリームが加わると収納に困ります。ポケットの中がごちゃごちゃしたり、取り出すのに手間がかかったりします。尻ポケット...
販売  仕事
仕事  仕事
仕事  仕事
仕事  NCコード
NCコード  NCコード
NCコード  NCコード
NCコード  NCコード
NCコード  NCコード
NCコード  NCコード
NCコード